When it comes to moving material efficiently, a reliable conveyor is the backbone of every recycling system.
At Black River Trading, we provide complete conveyor solutions — from sourcing and installation to service and integration — tailored to your facility’s material flow and production goals.
The Right Conveyor for the Right Job
Every recycling operation is different, and so is every conveyor application.
Whether you’re handling OCC, paper trim, plastics, or mixed material, BRT offers custom conveyor systems designed to handle your throughput, space, and safety needs.
Our lineup includes:
• Steel and combo-belt conveyors
• Trough and slider-bed conveyors
• Chain-driven live roller systems
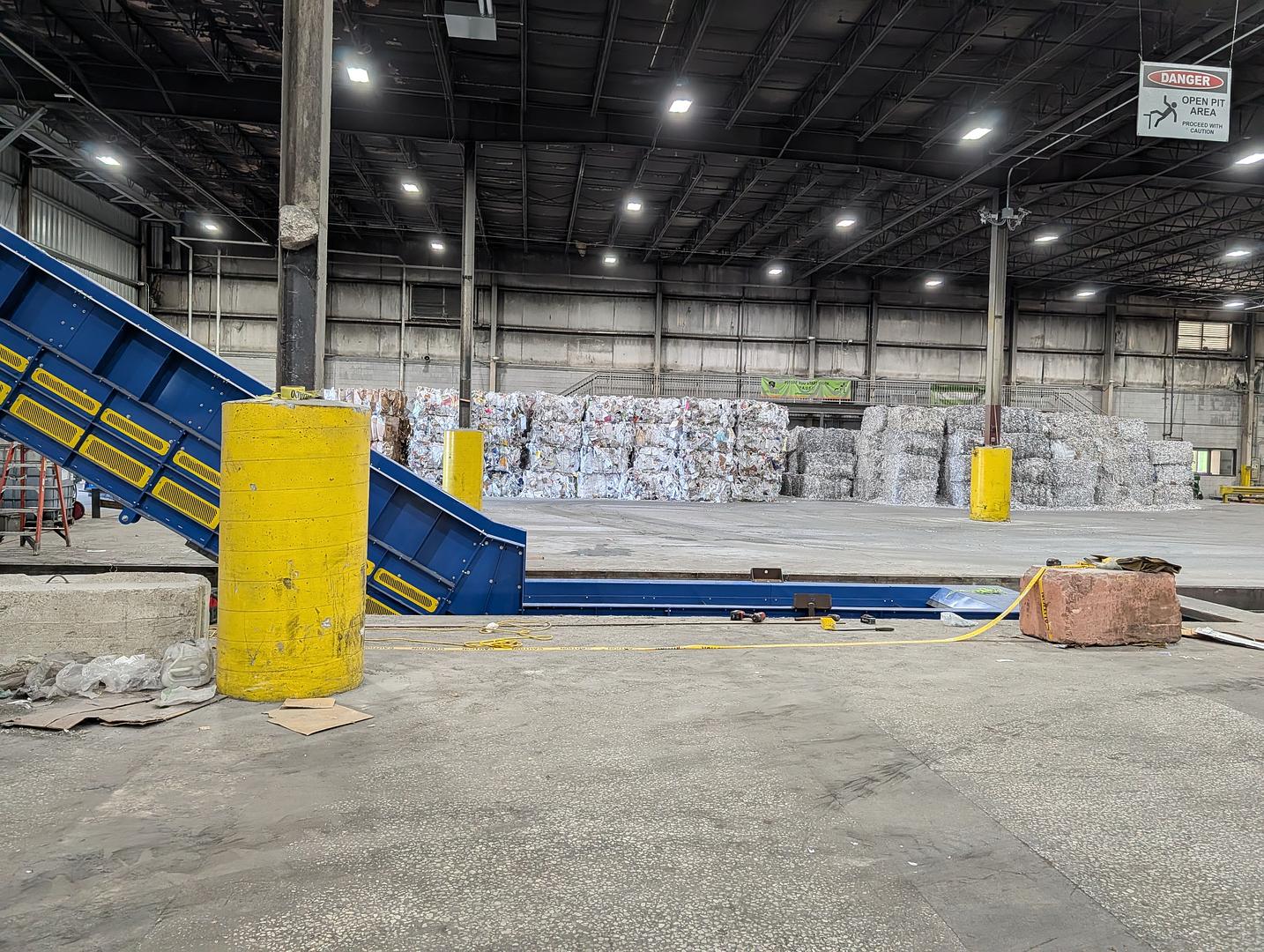
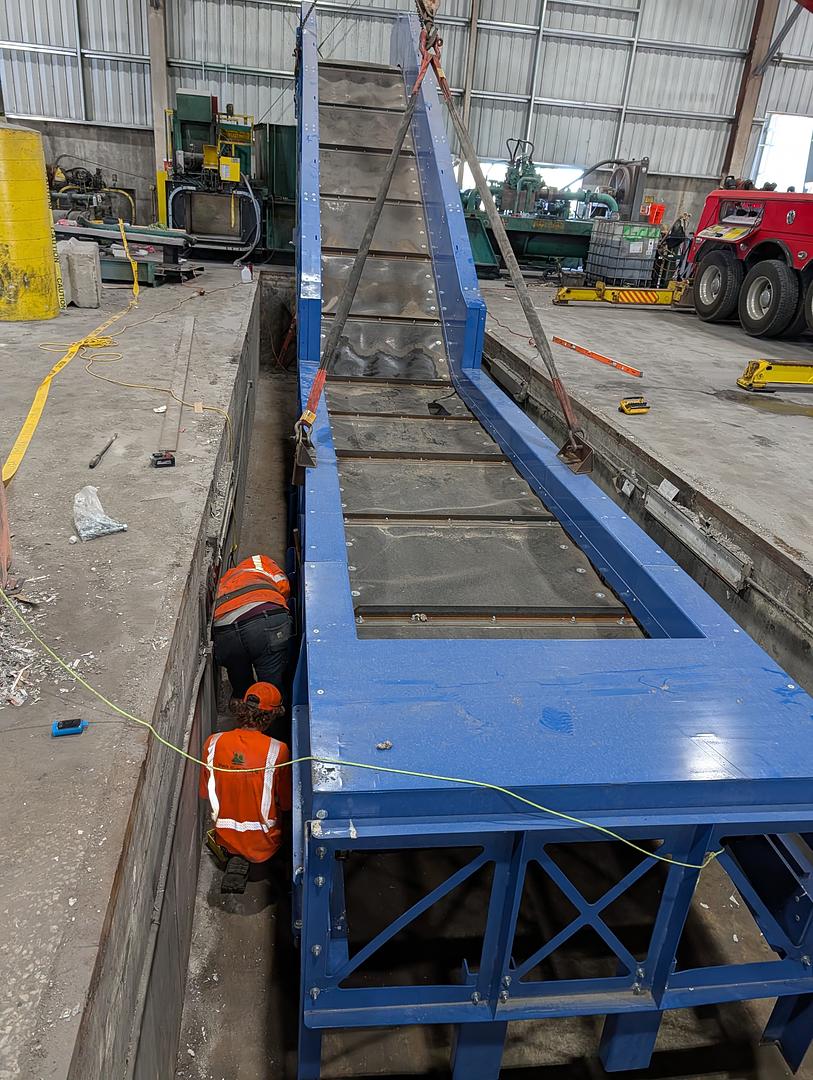
• Incline and pit-style conveyors
• Integration with balers, shredders, and sorting systems
Why Choose Black River Trading?
At BRT, we understand your equipment because we’ve run the material ourselves.
Our team brings real-world recycling experience and innovative design solutions to ensure your conveyor system is efficient, safe, and built to last.
We provide:
• On-site assessments and layout design
• Installation and integration with existing systems
• Preventative maintenance and service
• Replacement belts, motors, and controls
Whether you’re upgrading a single conveyor or designing a full recycling line, BRT delivers systems that perform.
Let’s Move Your Material Forward
Need a conveyor? Let’s talk.
Our team is ready to help you find the right solution for your recycling operation — with the experience, integrity, and service you expect from Black River Trading.
Contact Us Today
www.brtequipment.com
info@brtequipment.com